 Опытные мастера
Опытные мастера Низкая цена
Низкая цена Работа без посредников
Работа без посредниковПри наличии материалов, электроинструмента можно сконструировать винтовые сваи своими руками, немного снизив бюджет строительства. Экономия составляет 15 – 20%, однако домашний мастер может быть уверен, что СВС будет иметь максимальный ресурс. Многие недобросовестные производители для снижения себестоимости изделий используют шовную трубу, допускают брак при центровке наконечника, что снижает характеристики фундамента многократно.
Конструкция винтовой сваи
Конструкция СВС промышленного производства предельно простая. Бесшовная толстостенная труба имеет отверстия или хомуты в верхней части для крепления рычагов, заостренный наконечник-пику с лопастью в нижней части. Для слабых грунтов может использоваться вторая лопасть на расстоянии 0,4 – 0,6 м от нижнего винта. Специальное антикоррозионное покрытие защищает металлические элементы от разрушения.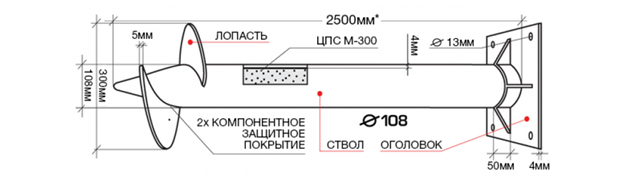
Изготовление винтовой сваи пошагово
На начальном этапе достаточно купить бесшовную трубу со стенкой 4 – 5 мм, независимо от того, какая конструкция будет опираться на свайное поле. Для остальных элементов СВС (свая винтовая сварная) понадобится листовой металл 4 – 6 мм толщины. Все детали стыкуются сваркой, для кроя потребуется УШМ с диском по металлу либо более современное оборудование (например, плазморез), которое часто присутствует в арсенале домашнего мастера.
Тело сваи
В зависимости от глубины залегания пласта с достаточной несущей способностью, длина СВС составляет 2 – 3 м. Более длинные изделия вкручивать вручную неудобно, поэтому при необходимости погружается трехметровое изделие, наращиваемое у земли куском точно такой же трубы несколько раз. Труба должна соответствовать нескольким критериям при выборе:
- обеспечивать легкий крой
- иметь достаточную жесткость
- соединяться сваркой


Указанным параметрам оптимально соответствует сортимент из сталей 09Г2С (соответствует ГОСТ 19281) либо Ст20 (соответствует ГОСТ 8732).
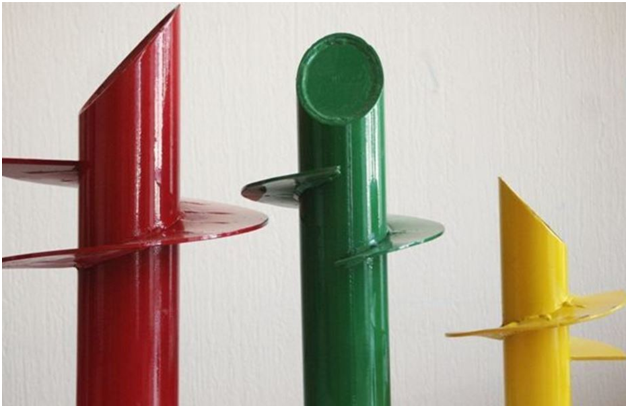
Варианты наконечников
Проще всего в изготовлении вариант сваи с трубным наконечником. Затем идет крестообразная пика, лепестковая технология. Самым сложным наконечником является приварной вариант.
Крестообразная пика
Для изготовления этого наконечника потребуется четыре заготовки из листовой стали. Технология имеет вид:
- крой листа – 1 круглая заглушка для трубы; 1 треугольник (основание равно диаметру трубы, высота составляет 2 – 2,5 диаметра); 2 косынки, служащие ребрами жесткости для треугольника
- прихватка – треугольник устанавливается под прямым углом на основание-заглушку, по бокам прислоняются косынки
- сварка – двойной шов для всех стыков
Лопасть в этом варианте невозможно приварить к пике, поэтому она начинается выше. В сочетании с крестообразной формой это заметно увеличивает усилие закручивания.
Сварной наконечник
Пика изготавливается из нескольких заготовок-лепестков треугольной формы. Для диаметров 76 – 89 мм обычно используют 4 лепестка, для диаметров 108 – 159 увеличивают до 5 лепестков, для труб 219 – 325 применяется 7 – 11 лепестков. Шаблон имеет размеры:
- короткая сторона равнобедренного треугольника 3,14D/n, где n – число лепестков
- высота треугольника составляет 2 – 2,5 диаметра трубы


Из заготовок сваривается пика, которую необходимо приварить к трубе, соблюдая соосность конуса, тела сваи. В домашних условиях это непросто. Смещение наконечника на пару сантиметров в сторону обеспечит биение, рыхление грунта вместо уплотнения стенок скважины.
Пика из тела сваи
Технология аналогична предыдущему способу с небольшими дополнениями:
- шаблон вычерчивается точно так же, прикладывается для разметки к нижнему краю трубы
- лепестки вырезаются из самого тела сваи, отгибаются к центру
- после чего обвариваются двойным швом


Ввиду схожести технологий, отсутствия у домашнего мастера токарного станка центровка так же производится на глаз. Качество сваи в данном случае полностью зависит от квалификации резчика, раскраивающего зубья для сварки.
Простейший трубный наконечник
Многие производители винтовых свай реализуют модификации без конусных наконечников двух типов:
- с заглушенным отверстием – труба срезается под 45 градусов, из листа вырезается заглушка овальной формы, привариваемая по месту реза
- с незаглушенным отверстием – конец трубы срезается под 45 градусов, отверстие не глушится

В последнем варианте бетон при заполнении внутренней полости подается под давлением, выходит в глубине пласта наружу, после застывания увеличивает площадь опирания, несущую способность, соответственно. Эти сваи самые простые в изготовлении, однако, лопасть начинается на теле трубы, что увеличивает усилие вкручивания. Рекомендуется механизированный способ погружения (дрель + мультипликатор).
Лопасти
В заводских сваях с литыми, сварными конусообразными наконечниками лопасть начинается в нижней трети пики, затем переходит на тело трубы. Это заметно снижает усилие вкручивания при ручном способе погружения. Нижняя лопасть монтируется на всех модификациях СВС, верхняя применяется в грунтах с недостаточной несущей способностью. При самостоятельном изготовлении двухлопастные СВС изготавливаются редко.
Однолопастная свая
Для заготовки этого элемента СВС понадобится листовая сталь минимум 5 мм толщины. Технология изготовления однозаходной лопасти выглядит следующим образом:
- вычерчивание – две окружности с общим центром, внутренний диаметр равен наружному размеру трубы (тело сваи), наружный составляет 15 – 20 см для 57 мм, 76 мм изделий, соответственно, 25 – 30 см для 89 мм, 102 мм труб, 35 – 40 см для труб 133 мм, 159 мм, соответственно, 50 – 65 см для труб 219 мм, 273 мм
- крой листа – для лопастей с одним заходом вырезают кольцо с прорезью, для многозаходных – несколько полуколец, которые затем стыкуют по месту для получения полутора либо двухзаходного винта
- разводка – плоскому кольцу с прорезью необходимо придать форму спирали, для чего участок напротив разреза зажимают в тиски, разводят края лопасти ломом, монтажкой на 5 – 7 см
- установка – в сваях с конусными наконечниками лопасть монтируется в нижней трети пики, верхний ее край заходит на тело сваи


В самодельных СВС с крестообразным наконечником либо без наконечника лопасть начинается от нижнего края тела сваи. Все стыки провариваются двойным швом, окалина сбивается перед антикоррозионной обработкой.
Двухлопастная свая
Второй винт изготавливается аналогично нижней лопасти, монтируется выше нее на 40 – 60 см, в зависимости от характеристик пласта, расположенного над несущим слоем. Для дополнительного винта может использоваться 4 мм сталь, так как нагрузки при погружении СВС на него значительно меньше.
Двухлопастные сваи более стабильны в вертикальном направлении после заглубления на 70 см. они выдерживают сборные нагрузки от коттеджа в 1,5 раза большие, чем однолопастные модификации. Более устойчивы к боковым нагрузкам, часто применяются для заборов из профлиста с высокой парусностью, баннерных растяжек.
Узел крепления рычагов
Для вращения СВС используются рычаги, концы которых каким-то образом необходимо зафиксировать в верхней части СВС. Для этого обычно изготавливают отверстия, в которые можно вставить два лома или адаптер для усилителя крутящего момента (мультипликатора) при вкручивании СВС дрелью. Чтобы сохранить трубу в некоторых случаях на нее наваривают два хомута (арматура 12 – 16 мм), которые после погружения срезают «болгаркой».
Отверстия в теле сваи
Ввиду большого диаметра рычагов (лом или труба 1 дюйм) высверливание отверстий неэффективно. Поэтому их прожигают сваркой либо газорезкой, затем выравнивают УШМ с диском по металлу. Отверстия должны располагаться ниже края трубы на два диаметра, быть напротив друг друга.
Хомуты
В качестве хомутов обычно применяется 12 – 16 мм арматура (гладкая или периодического сечения), изогнутая по диаметру рычагов. Недостатком этого способа является увеличение трудозатрат (сварка, срезание хомутов после монтажа сваи), достоинством – сохранение тела сваи (лишних 15 – 20 см), что актуально для бюджета строительства.
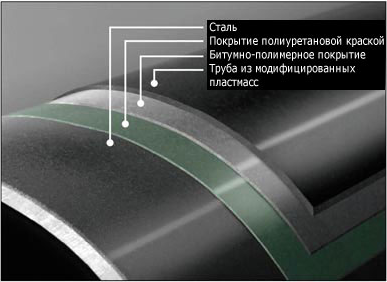
Антикоррозионное покрытие
Металлические конструкции, эксплуатирующиеся под землей, ржавеют даже в отсутствие кислорода в нижних слоях почвы. Поэтому по окончании сварочных работ со всех швов сбивается калина, свая полностью покрывается антикоррозионными составами. Самым эффективным первым слоем защиты является горячее цинкование. Однако этот способ не доступен в домашних условиях. Поэтому в качестве грунта применяют составы:
- цинкосодержащие краски
- грунт ВЛ05
- грунт IR02
Вторым слоем являются составы:
- эмаль двухкомпонентная ЗингаМеталл
- полиуретановая эмаль (производителей Маско либо Хемпел)

Эти лакокрасочные смеси в комплексе с грунтовкой обеспечивают 30 – 90 летний ресурс свайного поля. От электрохимической коррозии (блуждающие токи в грунте) защищает исключительно стеклопластик, который в домашних условиях качественно нанести невозможно.
Следуя приведенным технологиям можно изготовить сваю СВС самостоятельно, обеспечив высокий ресурс фундамента. Изменения в конструкции лопастей, произвольные размеры пики приведут к увеличению крутящего момента, снижению несущей способности изделия.